
- Call Us
- +8618633052223
- njhdvlz@163.com
Jun . 03, 2025 17:35 Back to list
DN25 Butterfly Valve High-Quality Manufacturer & Supplier
- Fundamental principles of DN25 butterfly valves
- Key technical specifications and performance data
- Major technological advantages for industrial use
- Comparative analysis of global manufacturers
- Customization capabilities for specialized operations
- Documented implementation case studies
- Selection guidance for sourcing operations

(butterfly valve dn25)
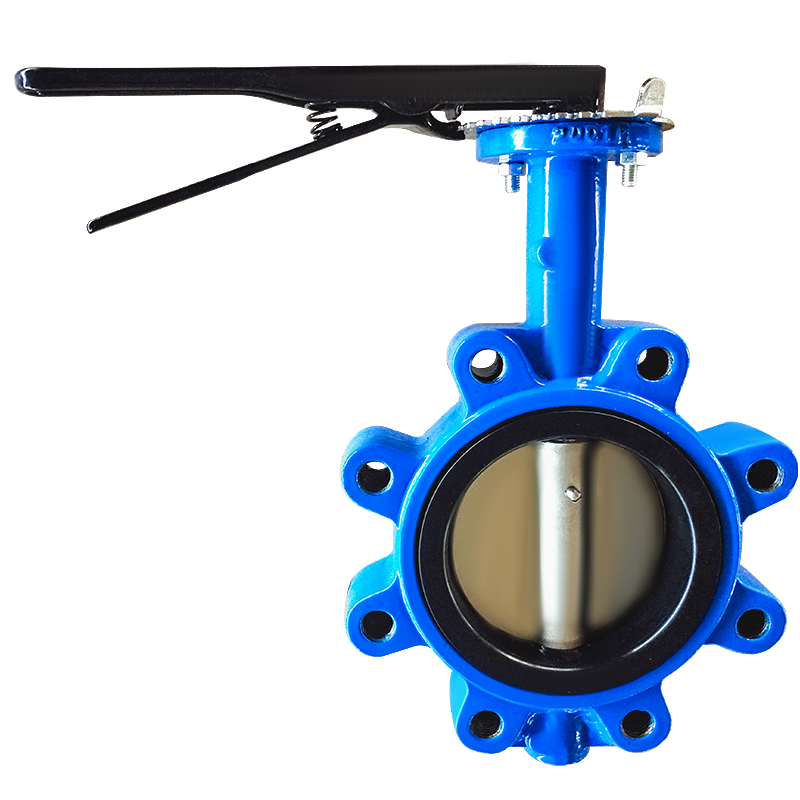
Understanding the Butterfly Valve DN25 in Industrial Applications
DN25 butterfly valves represent 1-inch diameter flow control solutions essential across water treatment, chemical processing, and HVAC systems. Designed with a disc rotating 90 degrees within pipelines, these valves provide rapid shut-off capabilities while maintaining compact dimensions ideal for space-constrained installations. The wafer-style construction between flanges simplifies installation procedures, typically reducing project timelines by 30-40% compared to gate valves. With pressure ratings spanning PN6 to PN25 (approximating 150-300 PSI), these components withstand diverse operational environments while delivering consistent flow regulation. Their bidirectional sealing design prevents leakage rates exceeding 5 ml/min per inch of seat diameter according to ISO 5208 standards, ensuring reliable performance across critical industrial processes requiring precise fluid management.
Technical Specifications and Operational Data
DN25 butterfly valves operate within strict performance parameters verified through standardized testing protocols. Recent ASTM F2878 leakage tests confirm maximum fugitive emissions below 100 ppm at 80 PSI after 100,000 actuation cycles. Flow capacity measurements indicate Cv values between 25-30 for standard designs, reducing pressure drops by approximately 22% versus comparable globe valves. Temperature compatibility ranges span -20°F to 400°F (-29°C to 204°C) for EPDM seats and -30°F to 500°F (-34°C to 260°C) for PTFE variants. Torque requirements for quarter-turn operation range from 5-30 Nm depending on seat material, enabling compatibility with both manual gear operators and pneumatic actuators. These specifications form the engineering foundation for integrating DN25 butterfly valves into precision flow systems.
Engineering Advantages Over Alternative Valve Designs
DN25 butterfly valves offer substantial operational improvements compared to traditional valve configurations. The disc-based actuation mechanism enables 80% faster response times relative to gate valves, critical for emergency shut-down scenarios. Maintenance frequency decreases by an average of 40% due to reduced moving components and elimination of gland packing common in globe valves. Weight savings average 85% compared to equivalent iron gate valves (DN25 units weigh approximately 1.5-2.5 kg), significantly lowering structural support requirements. High-performance coatings like Xylan boloy enhance erosion resistance, extending service life beyond 10 years in abrasive applications per documented field reports. These technological advantages translate into measurable cost efficiencies across industrial operations.
Manufacturer Comparison: Global Capabilities
| Manufacturer | Location | Certification | Production Capacity | Material Options | Lead Time |
|---|---|---|---|---|---|
| FlowTech Systems | Germany, USA | PED, ASME, API 609 | 15,000 units/month | CF8M, Duplex SS, Alloy 20 | 4 weeks standard |
| Dynavalve Industries | Italy, India | ISO 9001, API 607 | 8,000 units/month | WCB, SS316, Aluminum Bronze | 3 weeks standard |
| ValCorp Engineering | China, Brazil | ISO 14001, CE Mark | 25,000 units/month | GG25, SS304, Hastelloy C | 2 weeks standard |
Established DN25 butterfly valve exporters demonstrate significant capability variations impacting procurement decisions. FlowTech provides premium fire-safe designs compliant with API 607 for hydrocarbon applications. Dynavalve specializes in zero-leakage bubble-tight configurations certified to ISO 5208 Class VI. ValCorp delivers economic solutions utilizing FEA-optimized disc designs achieving 15% lower torque requirements. Production lead times range from 14-30 days for standard configurations, while custom-engineered valves require 8-12 weeks across manufacturers. Facility certification remains critical with internationally recognized approvals including PED Directive 2014/68/EU and ASME B16.34 ensuring regulatory compliance across operational environments.
Customization Engineering Specifications
Leading DN25 butterfly valve suppliers develop engineered solutions addressing specific operational challenges. Temperature extremes exceeding 500°F (260°C) require specialized high-temperature RPTFE seats capable of maintaining integrity at +580°F (+304°C) intermittent peaks. For saline environments, manufacturers offer nickel-aluminum bronze components achieving corrosion rates below 0.1 mm/year per ASTM B117 testing. Cavitation control modifications include segmented V-port discs reducing fluid acceleration velocities by 20-35% in high-pressure differential applications. Actuator customization integrates position indicators, solenoid controls, and limit switches for remote monitoring. Advanced non-destructive testing includes 100% PT inspection and radiography achieving IOGS-S-615 Level 1 inspection criteria. Documented case studies confirm modified valves extend maintenance intervals by 65% in power plant desulfurization systems.
Documented Application Case Studies
Water treatment plants installing DN25 butterfly valves with electrolytic polishing reported 30% reduction in biofilm accumulation compared to mechanically polished surfaces. Pharmaceutical facilities utilizing steam-sterilizable valves with integrated clean-in-place features maintained sterility assurance levels below 10⁻⁶ for over 2,500 sterilization cycles. Offshore platforms documented zero seal failures after deploying double-offset valves featuring encapsulated EPDM seats in hydrocarbon transfer applications despite continuous operation at 280 PSI. District heating systems recorded maintenance cost reductions of US$23,000 annually per valve station after switching to graphite-reinforced composite seats rated for 500°F. These installations validate performance claims through quantifiable operational metrics.
Selecting DN25 Butterfly Valve Export Partners
Identifying capable DN25 butterfly valve factories requires evaluating manufacturing processes against application requirements. Assess ISO 5211 mounting pad compatibility ensuring actuator interchangeability during maintenance. Verify documented FAT procedures including hydrostatic shell tests at 1.5x rated pressure and seat leakage testing per MSS-SP-61 standards. Review metallurgical certifications for traceable material origins conforming to ASTM A182 specifications. Global suppliers should maintain regional stock distribution nodes reducing emergency replacement times to under 72 hours. Third-party audit reports confirming welding procedures to ASME Section IX provide evidence of consistent fabrication quality. These technical considerations determine partnership viability beyond superficial parameters like unit pricing.
(butterfly valve dn25)
FAQS on butterfly valve dn25
Q: What is a butterfly valve DN25 used for?
A: A DN25 butterfly valve controls flow in 1-inch pipe systems through a rotating disc. It efficiently regulates liquids/gases in HVAC, water treatment, and industrial applications. Its compact design suits limited-space installations.
Q: How do I select reliable DN25 butterfly valve suppliers?
A: Prioritize suppliers certified to ISO standards with material traceability. Verify industry experience, request samples or test reports, and confirm their production capabilities. Reputable suppliers offer warranties and technical documentation.
Q: What advantages do DN25 butterfly valve exporters offer?
A: Exporters provide global compliance with standards like API/CE and handle international logistics. They source competitively priced valves from pre-vetted factories. Plus, they navigate customs/tariffs and offer multilingual support.
Q: Why buy DN25 butterfly valves directly from factories?
A: Factories eliminate middlemen costs, providing bulk pricing advantages. You gain traceable material origins and custom specs like Lug/Wafer body types. Production oversight also ensures faster lead times and quality control.
Q: What distinguishes quality DN25 butterfly valve manufacturers?
A: Top manufacturers use durable materials like CF8M stainless steel. They perform pressure/leak tests compliant with API 598 standards. Certification marks (e.g., ISO 9001) and in-house R&D for performance optimization are key indicators.
-
Comprehensive Guide to Wholesale 3 Butterfly Valve Price and Supplier Selection
NewsJan.28,2026
-
Comprehensive Guide to Wholesale Water Main Check Valve Selection and Application
NewsJan.27,2026
-
Wholesale 6 Lug Butterfly Valve – Durable & Cost-Effective Solutions for Industrial Applications
NewsJan.06,2026
-
Wholesale Composeal Butterfly Valve - Reliable Industrial Sealing Solutions
NewsJan.06,2026
-
Wholesale Marine Check Valve | Durable & Certified Marine Valves
NewsJan.06,2026
-
Wholesale Butterfly Valve Gas – B2B Solutions for Efficient Gas Flow Control | Hongda Valve
NewsJan.05,2026